



01
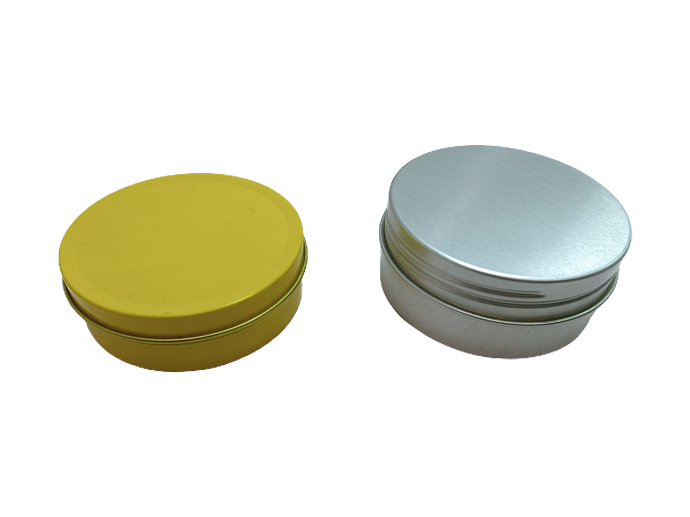
Wrinkle-free necking on hard DR tinplate
The spin flow roller system at stations 1 and 2 distributes forming stress evenly around the can circumference as the neck forms. This keeps the material within its deformation limit and eliminates wrinkling on hard and thin DR tinplate grades at the forming stage, not through downstream rejection.